
Why your welds must never cross
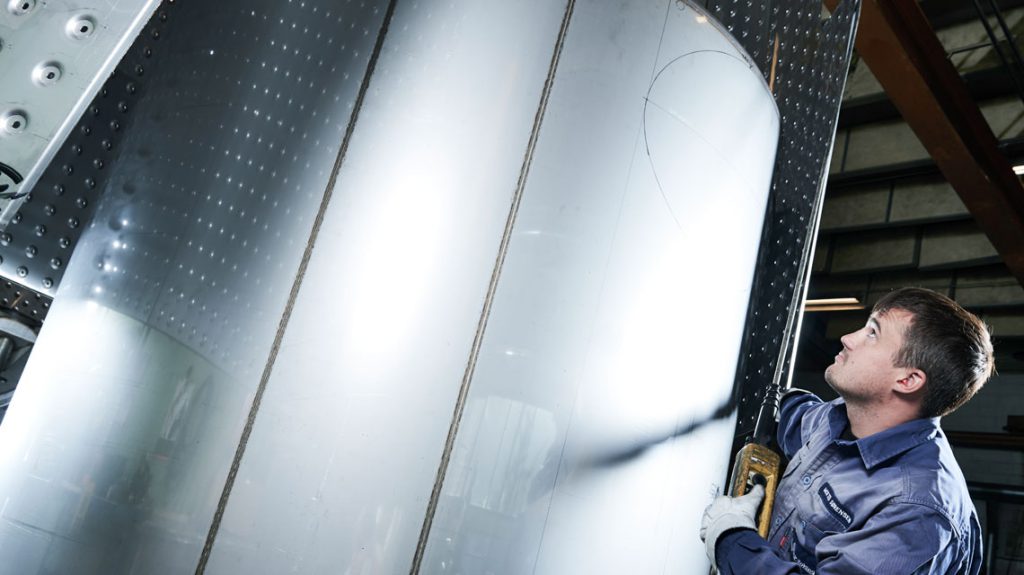
Have you ever wondered why you never find any crosses in the welds from LP Kolding? Well take a tour through the production, and meet the man trained in LP Kolding. He has more than 25 years of experience in welding and has produced everything from simple storage tanks to complex process plants that are able to handle both heat, cold and pressure.
Welding in itself entails a serious impact on the stainless steel surface, and it must be performed with consideration to the various options available for making the weld as stable as possible.
It’s about both the materials we use for creating the temperatures and the shape of the weld, he says and continues:
It’s about ensuring the quality of each individual weld. When we produce large shell courses, which are assembled using multiple plates, we must weld it so precisely that it can subsequently withstand the load it was designed for with ease. But if we make a joint that results in a cross – that is, not a just a T-junction – then there will be a weakness exactly in the middle of the joint. This is why we always slightly stagger the parts relative to each other so that we attain the best quality in the joints.
It might look a little messy to the untrained eye, but it is done with correct intentions.
Carsten Skøtt also emphasizes that the weld is generally neat and precise.
It takes a steady hand, but this results in a joint that can then be nicely polished afterwards, which is especially important in relation to food and other hygienic productions, where the tanks must be easy to keep clean.
When Carsten Skøtt is finished welding a stainless steel tank, for example, the welds are subsequently smoothed and given a surface treatment that corresponds to the customer’s specifications before the finished product is delivered.